
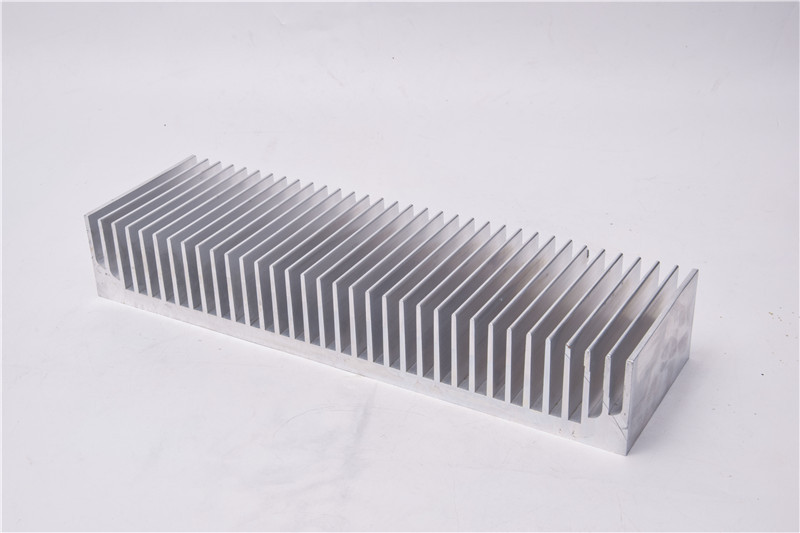


介紹電子散熱器的加工方式
作者: 時間:2019-08-236996 次瀏覽
1、模具加熱溫度按常規模具溫度,操控在480℃以內,直徑200mm以下的平模保溫時間不可低于2小時,假如是分流模保溫在3小時以上;直徑高于200mm以上的模具保溫4-6小時,讓模具芯部溫度與外部溫度維持勻稱。

2、在試模或生產前,用清缸墊清理干凈盛錠筒內膽,并檢查電子散熱器空運行是不是沒問題。
3、試模或剛剛開始生產時,擠壓機自動檔關閉,各段開關清零位。出料大約3-5分鐘,鋁填充過程時主要操控好壓力。通常80-120Kg/cm2能夠出料,之后才可慢慢地的加速,沒問題生產時擠壓速度以壓力低于120Kg/cm2為準。

4、模具在試模或生產過程中,如遇到堵模、偏齒、快慢誤差太大等現象時要立即停止設備運轉,并且以點退的方式卸模,避免模具報廢。


 掃一掃
掃一掃